Engineered for hospitals, clinics, and food processing facilities, our food-safe flooring and hospital flooring solutions ensure seamless hygiene, durability, and compliance with industry standards.
Main Menu
Hygienic Flooring for Healthcare & Food Industries
FLOORFINDER provides food-safe flooring and hospital flooring that meet strict hygiene, safety, and durability standards for medical and food processing environments. Our seamless, liquid-tight solutions ensure compliance with industry regulations while enhancing cleanliness and efficiency.
Seamless & Hygienic – Prevents bacterial growth for sterile surfaces.
Chemical & Stain Resistant – Withstands disinfectants, food spills, and cleaning agents.
Anti-Slip Safety – R9–R12 slip ratings for secure footing in high-risk areas.
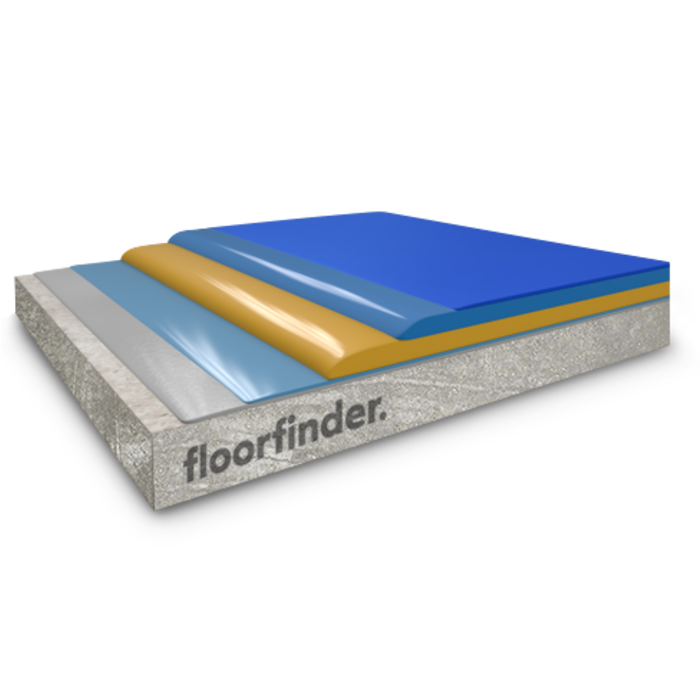
Epoxy Hospital Flooring – Easy-to-maintain, seamless surfaces for medical environments.
Prefabricated Skirting – Integrated design for enhanced hygiene and easy cleaning.
Ideal for hospitals, clinics, laboratories, food factory flooring, and commercial kitchens, our high-performance flooring solutions ensure safety, sanitation, and durability in demanding industries.
What are the best flooring options for hospitals and healthcare facilities?
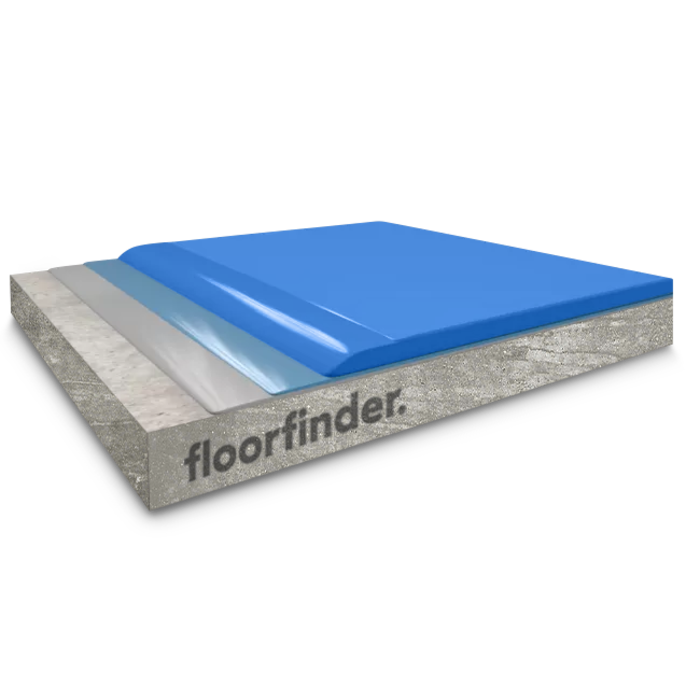
Hospitals require high-quality hospital floor material that is seamless, non-porous, and easy to clean to maintain sterility and prevent contamination. Epoxy hospital flooring is an excellent choice, offering superior chemical resistance, durability, and hygiene. Its seamless design prevents bacteria buildup, while its strength ensures it can withstand heavy medical equipment and constant foot traffic, making it a reliable flooring solution for healthcare environments.
Where can FLOORFINDER’s Health & Food flooring be installed?
FLOORFINDER’s food-safe flooring and hospital flooring are designed for high-hygiene environments where durability and compliance are essential. Our solutions are ideal for:
Cleanrooms & Sterile Manufacturing Areas – Non-porous surfaces to maintain strict hygiene standards.
Our epoxy hospital flooring and food-grade flooring provide long-lasting safety and sanitation, ensuring compliance with industry regulations.
How does food-safe flooring prevent contamination?
Food-safe flooring is liquid-tight and seamless, preventing moisture buildup and bacterial growth. It also resists food spills, oils, and cleaning agents, ensuring a sanitary environment in food processing plants and commercial kitchens.
What certifications does FLOORFINDER’s food-safe flooring meet?
Our food-safe flooring solutions comply with HACCP, GMP, and FDA standards, ensuring they meet the highest safety and hygiene requirements for the food and healthcare industries.
What slip resistance is required for food processing and healthcare flooring?
Slip resistance depends on the environment. Our flooring solutions range from R9 to R12 anti-slip ratings, ensuring safety in wet, greasy, or high-traffic areas in hospitals and food production facilities.
Partner with
Let's Build Together!
Looking to collaborate with a forward-thinking leader in resin flooring?
FLOORFINDER invites potential partners to join us in delivering innovative, high-quality solutions that redefine the flooring industry.